STI Install Cutting and Drilling Catalog
Open the original PDF document
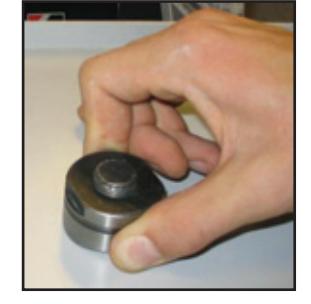
View PDFEnclosure Installation Considerations - Torque Cont. • Cutting & Drilling
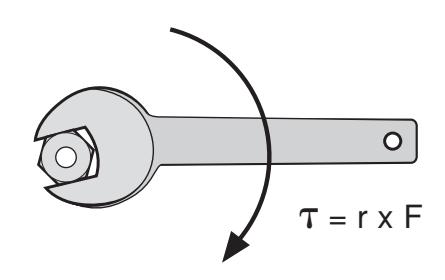
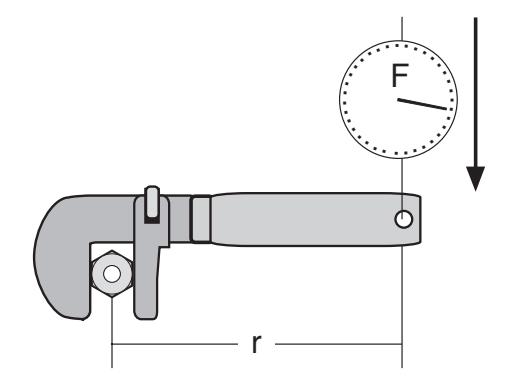
Torque Formula Illustrations
Methods For Making Holes And Cutouts In Non-Metallic Enclosures
Drilling of composite fiberglass material has been difficult and, for some, a mystery. The ability to accurately drill holes in composite fiberglass material has been the subject matter of numerous articles and how to demonstrations. There are several types of machining operations that can be performed on composites such as turning, drilling, routing, trimming, sanding, and milling. Most of these operations are similar to metal removal techniques but there are some differences that need to be addressed in order to make clean, high quality holes and cutouts in composites.
Delaminating of the outer surface and glass fibers directly below the surface are the main failure modes noticed when holes or cutouts are drilled or cutout improperly. Most times excessive edge chipping around the perimeter of the cutout or hole is due to improper tools used and methods applied. Other times excessive fiber pulls or attached fibers not sheared off during the cutting or turning process can also cause delamination failure from the tearing action during material removal. Improper tools used and/or methods are also a culprit of this failure mode. All these can lead to downstream assembly problems, functionality problems, and become aesthetically unappealing if taken to the extreme.
The most common source of failure mode when making holes in an enclosure is a dull cutting tool. Dull tools tend to rip or tear the material rather than cutting or shearing the material and glass fibers. The main culprit for tools becoming dull is glass fibers embedded in the material. These glass fibers are very abrasive and can cause a tool to become dull very quickly. A little planning and understanding of the proper methods to machining composites up front can make all the difference in the final outcome of the operation.
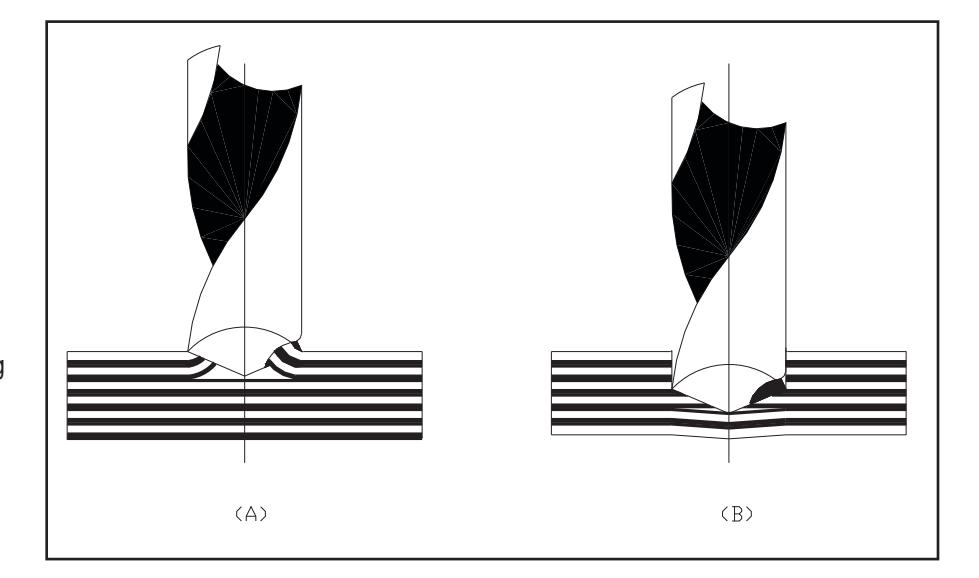
Figure A shows delamination of the surface of the part at the drill entrance.
Figure B shows similar delamination just prior to drill exit.
(Continued on the following pages)
1. Hole Saw . The easiest and least complex method to provide an opening in a composite enclosure is to use a fine-toothed hole saw. You must first layout the size and location of the cutout, pre-drill a small hole in the center within the cutout area for the hole saw to start, and then carefully cut out the area to be removed. This is more time consuming and the least accurate method but can be accomplished in almost any environment. Keeping the saw perpendicular to the cutting surface, maintaining a consistent sawing action, and using a diamond/carbide impregnated saw


or fine toothed saw will provide the highest quality cutout with minimal edge chipping.
2. Drilling, Boring. Putting round holes in enclosure walls or thru the enclosure door is the most common type of cutout. A recommended tool would be a carbide tipped or PCD diamond tipped hole saw or twist drill bit that will maintain a sharp cutting edge. HSS tools will also work but they will become dull very quickly resulting in excessive edge chipping and a poor looking hole. We also recommend using high RPM's and low feed rates when using drills. This reduces the chipping around the cutout. The single most important factor though is keeping a very sharp tool.

Using a drill with a positive rake angle and thin points or split points can help reduce cutting pressure and thus delamination at both entrance and exit. Feed rates must also be constant and may even be reduced upon exiting from a hole to reduce flexing of the part when the drill exits. Using a solid back surface to support the part when drilling can also aid in reducing delamination and chipping.

3. Routing. A third method is to use a router bit and router. This method produces very clean holes and cutouts but also requires the holes and cutouts to be manually laid out beforehand and a steady hand to stay within the layout lines. The use of a jig or fixture to help guide the handheld router or the use of CNC machining centers is helpful to keep straight edges and clean cutouts. The use of diamond impregnated router bits is preferred for longevity but carbide bits will work just as well.
4. Punching. A fourth method is to use a standard hole punch similar to what you would use with metal boxes. This produces a good clean hole but can leave chipped edges if the punch is dull. Again maintaining sharp tools is essential to producing clean cutouts. A pilot hole is required before using a standard hole punch. Manual or hydraulic punch actuators can both be used with composite materials.